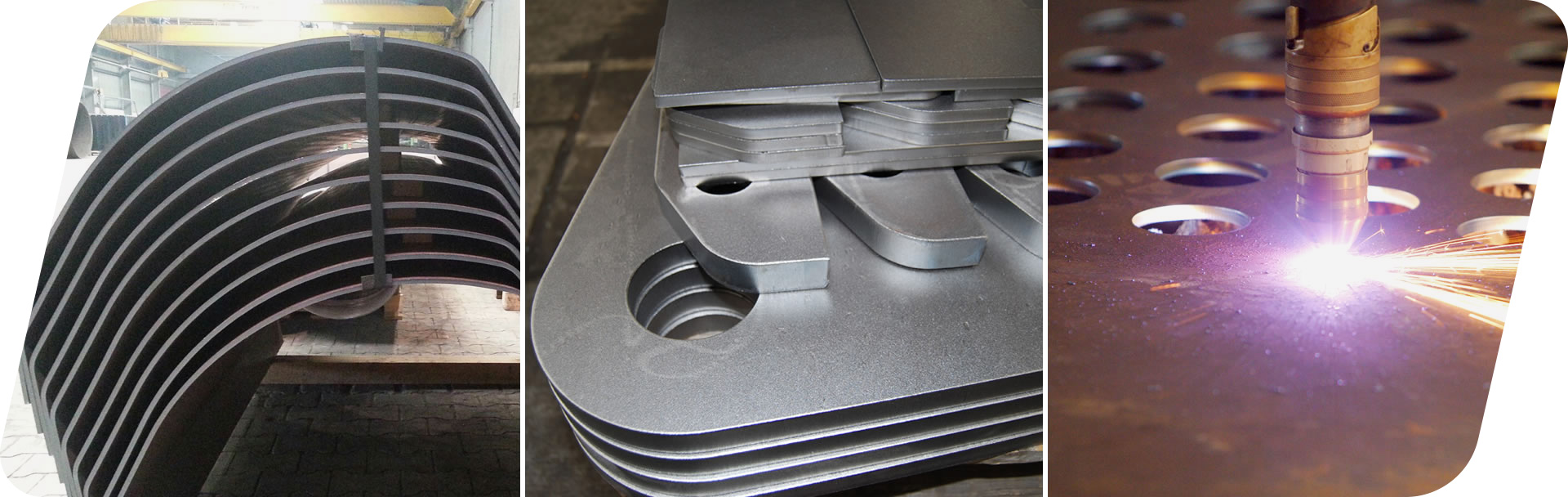
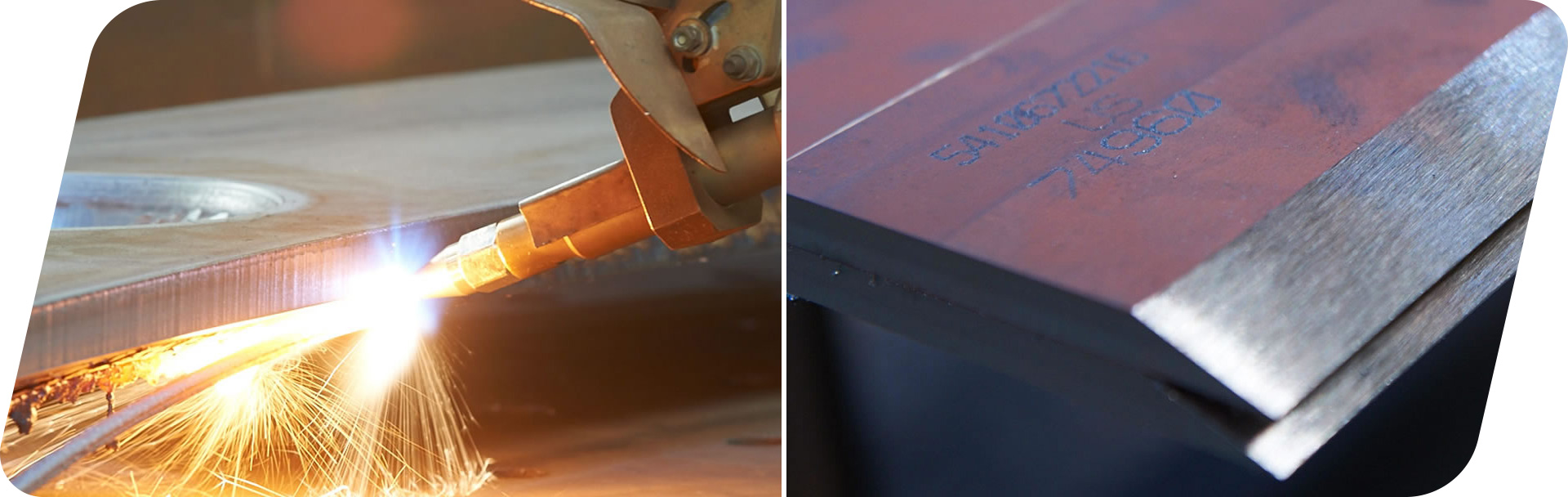
Brennzuschnitte sind die Ergebnisse des Brennschneidens. Brennschneiden ist ein Trennverfahren, bei dem sich Metalle und Stähle schneiden lassen. Physikalisch funktioniert der Trennungsprozess nur, weil Metalle und Stähle im reinen Sauerstoff verbrennen. Wichtig ist dabei, dass die Verbrennungstemperatur unter dem Schmelzpunkt des zu schneidenden Materials liegt. Der verwendete Brennstrahl besteht aus Brenngas und Sauerstoff. Dadurch entsteht dann die Brennfuge bzw. Schnittfuge. Die Beschaffenheit der Brennfuge ist von der Gaseinstellung, der Schneidegeschwindigkeit und der Schnittführung abhängig.
Schneidanlagen auf dem neuesten technischen Stand sowie unser Personal, das ein jahrelanges Know-how aufweist, gewährleisten die Lieferung überdurchschnittlicher Qualität bei kurzen und zuverlässigen Lieferzeiten. Abhängig von der Güte, Dicke, Abmessung, Toleranz- und Qualitätsanforderung fertigen wir bis zu 600 mm Materialstärke auf unseren CNC-gesteuerten Autogen-, Plasma- und Laserschneidanlagen.